



本公司生产的拉伸液压机吨位主要包括:200吨拉伸液压机,315吨拉伸液压机,400吨拉伸液压机,500吨拉伸液压机,630吨拉伸液压机,1000吨拉伸液压机,1200吨拉伸液压机,2000吨拉伸液压机等等。本文主要介绍的是1000吨液压机的进行拉伸加工的原理以及拉伸形式,如果您对其他吨位的拉伸液压机产品有兴趣,欢迎您与山东威力重工机床有限公司销售联系:0632-5850029 18306370898(同微信)我们将为您提供更多的技术参数信息以及报价,期待与您的合作。
山东威力重工机床有限公司为河北客户定做的1000吨拉伸液压机带有液压垫装置,主要用来拉伸不锈钢盆,拉伸机又分为双动拉伸机和单动拉伸机,拉伸机的主要用途是用于薄板拉伸,弯曲和成形等工艺,也可以用于塑料压制,冷挤弯曲等工作。该机型的压边缸可作缓冲装置使用,还可用于落料与冲孔,在系统调定的压力下可以分别调整各腔的工作压力。为了保证拉伸和压边质量,增设了压边缸保压系统。

大吨位拉伸液压机客户使用现场
1000吨拉伸液压机可进行的深拉伸冲压是一种特殊的冲压方式,原理是靠四柱压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)。但深拉伸冲压与常见的连续冲压、单动冲压还是有着较大的区别。
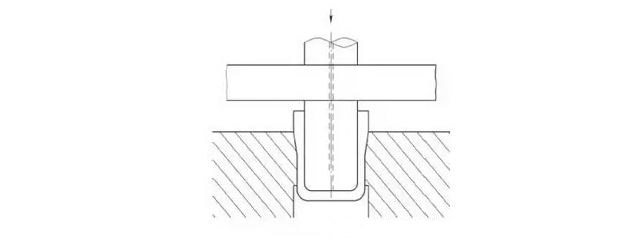
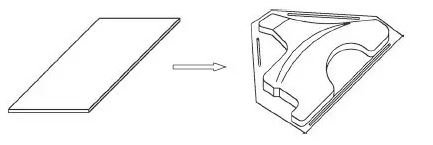
首先是模具,模具由冲头和凹模组成,一个工位一副模具,一般最多可达18个工位,设计模具时通常会考虑用满所有工位,这样使得产品每一步的成型更加稳定,出来的产品效果更好;其次是料带,深拉伸冲压工艺是无料带传送,产品单独存在于模具里,靠内置机械手在工位之间传送,可任意反转,这使得我们可以成型出相对比较复杂的外形特征,如:螺纹、侧孔、侧槽、端面的逆向拉伸等,可以生产各类产品。相比机加工件、铸造件、模制件和普通冲压件等,具有节约材料成本、减少废料、降低组装成本和时间等明显优势,通过改善产品的外型结构达到要求并保留自身强度,有效的利用原材料,使废料率降到最低。以下是一个典型拉伸冲压的示意图:
使用1000吨拉伸液压机进行产品的拉伸成型加工,主要的表现形式包括:拉伸加工、再拉伸加工、逆向拉伸以及变薄拉伸加工等。
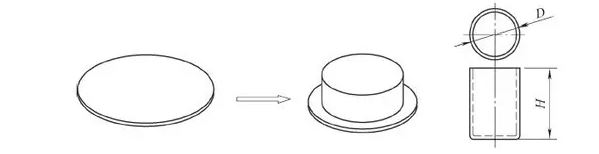
▶▶拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容器。容器的侧壁与拉伸方向平行的加工,是单纯的拉伸加工,而对圆锥(或角锥)形容器、半球形容器及抛物线面容器等的拉伸加工,其中还包含扩形加工。
▶▶再拉伸加工:即对一次拉伸加工无法完成的深拉伸产品,需要将拉伸加工的成形产品进行再次拉伸,以增加成形容器的深度。
▶▶逆向拉伸加工:将前工序的拉伸工件进行反向拉伸,工件内侧变成外侧,并使其外径变小的加工。
▶▶变薄拉伸加工:用凸模将已成形容器挤入比容器外径稍小的凹模型腔内,使带底的容器外径变小,同时壁厚变薄,既消除壁厚偏差,又使容器表面光滑。
使用1000吨拉伸液压机进行五金冲压拉伸加工时,包括以下16种类型:
1、圆筒拉伸加工:带凸缘(法兰)圆筒产品的拉伸。法兰与底部均为平面形状,圆筒侧壁为轴对称,在同一圆周上变形均匀分布,法兰上毛坯产生拉深变形。
2、椭圆拉伸加工:法兰上毛坯的变形为拉伸变形,但变形量与变形比沿轮廓形状相应变化。曲率越大的部分,毛坯的塑性变形量就越大;反之,曲率越小的部分,毛坯的塑性变形越小。

3、矩形拉伸加工:一次拉伸成形的低矩形件。拉伸时,凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。

4、山形拉伸加工:冲压件的侧壁为斜面时,侧壁在冲压过程中是悬空的,不贴模,直到成形结束时才贴模。成形时侧壁的不同部位变形特点不完全相同。

5、丘形拉伸加工:丘形盖板件在成形过程中的坯件变形不是简单的拉伸变形,而是拉伸和胀形变形同时存在的复合成形。压料面上坯件的变形为拉伸变形(径向为拉应力,切向为压应力),而轮廓内部(特别是中心区域)坯件的变形为胀形变形(径向和切向均为拉应力)。

6、带凸缘半球形拉伸加工:球形件拉伸时,毛坯与凸模的球形顶部局部接触,其余大部分处于悬空的不受约束的自由状态。因此,此类球面零件拉伸的主要工艺问题在于局部接触部分的严重变薄,或曲面部分的失稳起皱。

7、法兰盘拉伸加工:将拉伸产品的法兰盘部分进行浅拉伸的加工。其应力应变情况类似于压缩翻边。由于切向受压应力,容易起皱,故成形极限主要受压缩起皱的限制。

8、边缘拉伸加工:对前工序拉伸产品的凸缘部进行角形再拉伸加工,此种加工要求材料具有良好的塑性。

9、深度拉伸加工:超过拉伸加工极限的拉伸加工产品,需要经过两次以上的多次拉伸方能完成。经过前工位深度方向拉伸加工的产品,在深度方向进行再拉伸加工。宽凸缘拉伸件,靠前次拉伸时就拉伸成所要求的凸缘直径,在其后再拉伸时,凸缘直径保持不变。

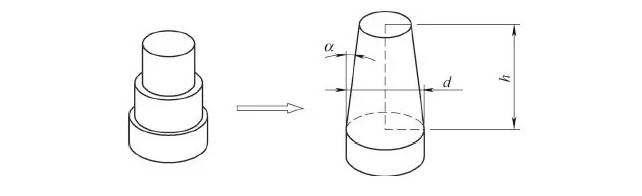
10、锥形拉伸加工:h/d>0.8、α =10°~30°的深锥形件,由于深度较大,坯料的变形程度较大,仅靠坯料与凸模接触的局部面积传递成形力,极易引起坯料局部过度变薄乃至破裂,需要经过多次过渡逐渐成形。阶梯拉伸法是首先将坯料拉伸成阶梯形过渡件,其阶梯外形与锥形部的内形相切,较后胀形成锥形。阶梯过渡件的拉伸次数、工艺等与阶梯圆筒件的拉伸相同。
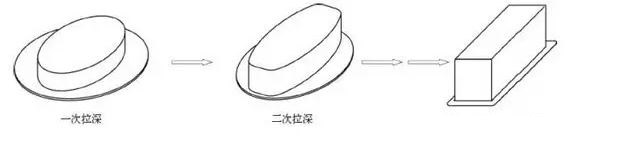
11、矩形再拉伸加工:多次拉伸成形的高矩形件,其变形不仅与深圆筒形件的拉伸不同,与低盒形件的变形也有很大差别。图1-46为多工位自动搬送压力机进行高矩形盒件加工时,多次拉伸过程中制件外形、尺寸伴随拉伸高度的变化。
12、曲面成形加工:曲面拉伸成形,使金属平板坯料外法兰部分缩小,内法兰部分伸长,成为非直壁非平底的曲面形状的空心产品的冲压成形方法。

13、台阶拉伸加工:将左侧初拉伸产品进行再拉伸加工,成形为右侧的台阶形底部。深度较深的部分在拉伸成形的初期就产生变形,深度较浅的部分在拉伸的后期产生变形。在台阶变化部分的侧壁易诱发切应力产生变形。

14、反向拉伸加工:将前工序拉伸加工的工件,进行反向拉伸,是再拉伸的一种。反向拉伸法可增加径向拉应力,对于防止起皱可收到较好效果。也有可能提高再拉伸的拉伸系数。

15、变薄拉伸加工:与普通拉伸不同,变薄拉伸主要是在拉伸过程中改变拉伸件筒壁的厚度。凸凹模之间的间隙小于毛坯厚度,毛坯直壁部分在通过间隙时,处于较大的均匀压应力之下,拉伸过程中壁厚变薄的同时,消除容器壁厚偏差,增加容器表面的光滑度,提高精度和强度。
16、面板拉伸加工:面板产品是板材冲压件,表面形状复杂。在拉伸工序中,毛坯变形复杂,其成形性质已非简单的拉伸成形,而是拉深与胀形同时存在的复合成形。
这些就是1000吨拉伸液压机区别于普通1000吨液压机的方面,同时1000吨液压机又称为多功能液压机,可配合模具对不同的工件进行拉伸,压型,冲压加工。更多产品信息请点击www.yeyaji7.com液压机网站查询。
上一篇:上一篇:山东威力2000吨汽车后桥液压机加工成型过程
下一篇:下一篇:滕州定做1200吨玻璃钢化粪池模压液压机有哪些厂

