






- 产品名称:5000吨封头拉伸机-封头冷热压成型机-封头液压机
- 推荐度:

视频展示:
封头根据其材质可以分为不锈钢封头、碳钢封头、合金封头、钢制封头等。按照其形状也可分为圆形分头、椭圆封头、蝶形封头、球冠形封头、锥形封头等等,用于各种容器设备,如储罐、换热器、塔、反应釜、锅炉和分离设备等。封头冲压生产工艺范围冷压、热压两种。我们山东威力重工机床有限公司可为客户提供冷热压封头成型液压机设备。属于拉伸机的一种,可配多顶杆液压垫拉伸,效果更好,无褶皱,表面光滑,是目前冷压封头常用的机型。5000吨封头拉伸机-封头冷热压成型机-封头液压机是公司设计生产封头拉伸成型设备的典范,能够拉伸直径3000mm以下的封头,冷压一次成型,不需要加热。。除此以外,公司还设计生产有:315吨、500吨、1000吨、1500吨、2800吨、3000吨、4000吨、5000吨、5000吨封头拉伸机可根据产品特点尺寸按需定制。公司设计生产的封头冲压成型机设备,有四柱式、框架式两种结构供客户选择,适用于厚板的弯曲、拉伸成型、精整和校正工艺,配上不同规格的模具,完成不同型号大小的封头拉伸。热压、冷压封头拉伸液压机(拉伸机)具有快速、应用范围灵活、可靠性高、经济适用。能够确保零部件的质量、易用性和产出率。同一台液压机可以实现不同模具的自动更换。采购定做封头拉伸机设备,就来山东威力重工,了解更多,联系张经理:18306370898(可加微信)
封头根据其材质可以分为不锈钢封头、碳钢封头、合金封头、钢制封头等。按照其形状也可分为圆形分头、椭圆封头、蝶形封头、球冠形封头、锥形封头等等,用于各种容器设备,如储罐、换热器、塔、反应釜、锅炉和分离设备等。封头冲压生产工艺范围冷压、热压两种。我们山东威力重工机床有限公司可为客户提供冷热压封头成型液压机设备。属于拉伸机的一种,可配多顶杆液压垫拉伸,效果更好,无褶皱,表面光滑,是目前冷压封头常用的机型。5000吨封头拉伸机-封头冷热压成型机-封头液压机是公司设计生产封头拉伸成型设备的典范,能够拉伸直径3000mm以下的封头,冷压一次成型,不需要加热。。除此以外,公司还设计生产有:315吨、500吨、1000吨、1500吨、2800吨、3000吨、4000吨、5000吨、5000吨封头拉伸机可根据产品特点尺寸按需定制。公司设计生产的封头冲压成型机设备,有四柱式、框架式两种结构供客户选择,适用于厚板的弯曲、拉伸成型、精整和校正工艺,配上不同规格的模具,完成不同型号大小的封头拉伸。热压、冷压封头拉伸液压机(拉伸机)具有快速、应用范围灵活、可靠性高、经济适用。能够确保零部件的质量、易用性和产出率。同一台液压机可以实现不同模具的自动更换。采购定做封头拉伸机设备,就来山东威力重工,了解更多,联系张经理:18306370898(可加微信)
封头拉伸液压机
5000吨封头拉伸机-封头冷热压成型机-封头液压机结构特点:
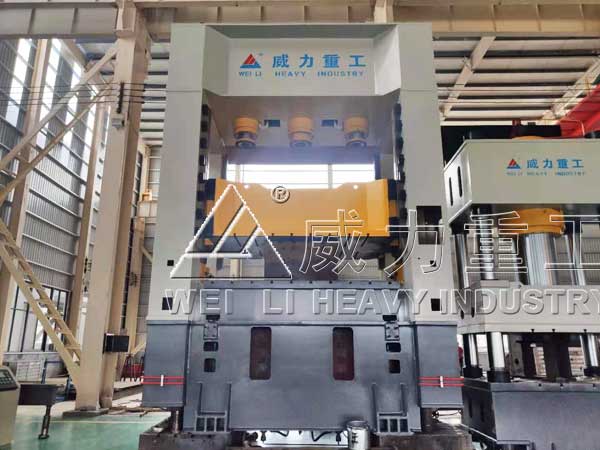
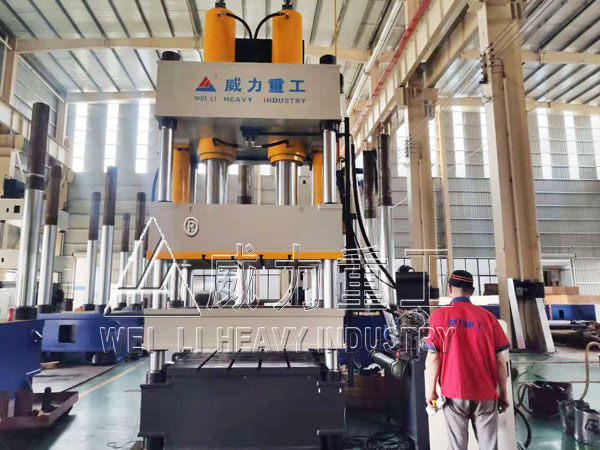
1、封头拉伸液压机机身采用四柱或预紧分体框架式结构。一般成形件的封头拉伸液压机采用四柱式,结构简单,经济实用,以四立柱为导向。精度要求较高的封头件采用预应力框架结构,以四角八面平面导轨导向,导向精度高,抗偏载能力强。
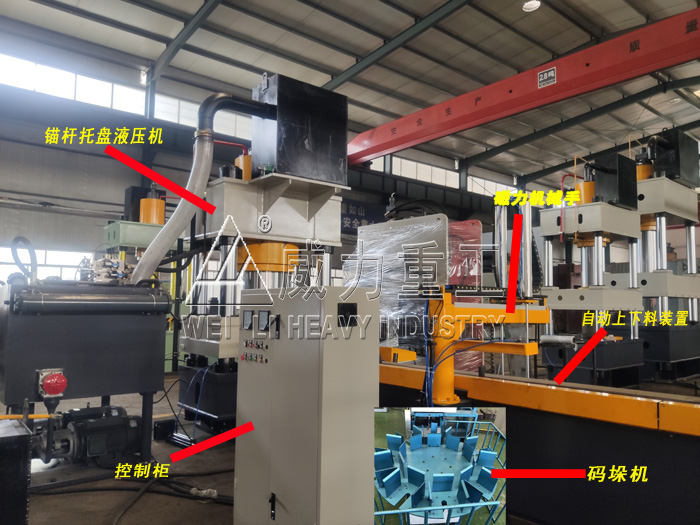
2、主要由主机、拉伸缸、压边缸、上料装置、对中装置、顶出装置、液压系统、电气系统、润滑系统、冷却系统等部分组成。
3、5000吨封头拉伸机-封头冷热压成型机-封头液压机主机包括上横梁、下横梁、立柱、螺母、拉伸滑块、压边滑块、移动工作台等。其机身通过16个螺母、四根立柱连接成具有足够刚度和强度的封闭结构,拉杆采用液压预紧方式紧固,确保整机刚性。
4、上横梁内装有主油缸组件,拉伸滑块和压边滑块安装于上下梁之间,拉伸滑块上平面与主油缸组件通过螺栓连接,拉伸滑块下平面安装拉伸模具连接筒,连接筒由快换油缸夹紧,压边缸安装在拉伸滑块内,下端通过法兰连接压边滑块,压边滑块内安装有快换模圈装置。
5、下横梁内装有顶出旋转装置,用于工件拉伸完成后顶出和旋转涂油,在下横梁上平面装有移动工作台及其提升夹紧装置、定位装置、贴合检测装置。立柱与滑块的导向采用合金材料,硬度高,耐磨性好,导向精度高。
6、5000吨封头拉伸机-封头冷热压成型机-封头液压机具有快速工进,慢速靠模功能,提高生产效率与模具使用寿命
7、计算机优化结构设计,三梁四柱式结构,简单、经济、实用。
8、采用PLCS伺服控制系统,拉伸精度高,效率高,节能省点、环保等优点。
9、拉伸力与压边力均可单独调整,方便可靠
10、液压控制系统采用插装阀集成系统,内阻小,结构简单,减少泄漏点。新型油缸密封元件,耐磨,使用时间长

一次拉伸成型封头
冲压封头的发展史:
1、冲压封头是一种工业零件,分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压封头。
2、冲压封头的成形过程是使用专用的冲压封头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
3、冲压成型封头是较早应用于批量生产无缝封头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少,壁厚过厚或产品有特殊要求时仍在使用。冲压封头成形采用与封头外径相等的管坯,使用压力机在模具中直接压制成形。
4、与热推工艺相比,冲压成形的外观质量不如前者;冲压封头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压封头工艺多用于小批量,厚壁封头的制造。
封头冷压加工与热压加工的比较:
1、未经加热,不会发生材质劣化,特别适合不锈钢封头加工。
因加热,会发生材质劣化,导致不锈钢封头耐腐蚀性下降,不适合不锈钢封头加工。
2、未经加热,不会产生冷却收缩导致的尺寸变化,形状规整,尺寸精确且一致性好
加热成形,导致模具受热膨胀和封头冷却收缩,尺寸难以控制且一致性差。
3、未经加热,封头成形后表面维持原有材料的光洁表面,外观漂亮。
因加热,封头成形后的表面氧化皮严重,且难以去除。
一般较薄的(要考虑厚度/直径比)用冷压,较厚的用热压。一般来说不锈钢材料的封头都是冷压的,不管是整体冲压还是旋压,原因主要是奥氏体材料的韧、塑性比较好,加工后应力相对碳钢来说小些!当然,你想用热压也行,一般热压温度是900摄氏度左右,也可以加温到1100左右(奥氏体不锈钢固溶温度),但是加工成本相对高一些!850~900度也不是不可以,如果不锈钢含Nb或Ti的话,在这个温度进行稳定化处理也是很不错的选择!

5000吨封头拉伸机
5000吨封头拉伸机
封头的压制:
1、压制时,封头毛坯摆放尽量与模具同心,毛坯与下模中心偏移应小于5 mm。有孔封头压制时,应注意将毛坯的椭圆开孔与模具的长短轴方向摆放一致,压制过程中先将人孔冲头对正毛坯开孔位置顶出 ,顶到略高于下模平面处(约20 mm),然后 上模再向下压,人孔冲头也同时落下,将封头压制成型。在压制时冲压力需缓慢地由小加大,不得突然加大或减小。
2、热冲压封头冷却到600 度以下时方可拖离模具进行吊运,且不得放于风口,在未冷却到室温之前不得两件以上叠放。连续冲压时,冲模温度升高到250℃左右,不应再继续冲压,待采取冷却措施使冲模温度下降后方可继续工作。有孔封头应尽量采用一次成形,因条件限制不能一次成形时,则冲压人孔时应注意与封头的同心度,并注意保持人孔翻边处壁厚的均匀一致。
5000吨封头拉伸机-封头冷热压成型机-封头液压机拉伸封头的工艺流程:
1、液压机初始位置,
2、拉伸滑块和压边滑块在拉伸缸的驱动下一起快速接近工件,
3、拉伸滑块不动,压边滑块下行压边圈压住工件,
4、压边滑块不动(有压边力)拉伸滑块下行拉伸工件,
5、拉伸滑块、压边滑块退回到位,顶起旋转装置顶起工件。
其工艺流程为:5000吨封头拉伸机-封头冷热压成型机-封头液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。

控制系统:
5000吨封头拉伸机-封头冷热压成型机-封头液压机的液压系统设计,需要实现对拉伸滑块、压边滑块的压力进行独立控制,保证生产过程中拉伸滑块和压边滑块的压力可实时控制,互不干扰。5000吨封头拉伸机-封头冷热压成型机-封头液压机的拉伸、压边、顶出分别设置了独立的液压控制回路,在各回路中设置了压力比例控制阀、压力传感器,通过压力传感器将压力信号转变为电信号传输给PLC,可实现数字显示和压力比例控制,以实现封头成形件的压边和拉伸、顶出等工艺。
为了保证液压系统的稳定性、可靠性、可维护性,液压系统中,在关键部位设有压力检测点。设有可拆卸的压力检测表,通过压力检测点可以快速的诊断液压机出现的故障和监测液压机的工作状态。

山东威力重工机床有限公司可为客户提供热压封头液压机总公称力范围为8000kN~150000kN,冷压封头总公称力范围为6300kN~60000kN,其主机的开口高度、滑块行程、工作台面、拉伸压边力等可根据用户需求和压制工艺的需要来确定。采购定做高质量、高性价比的封头拉伸机设备,欢迎来公司考察。公司坐落在山东省滕州市经济开发区。
上一篇:上一篇:高速公路防撞护栏板成型液压机_315吨拉伸机厂家
下一篇:下一篇:巧克力水箱板液压机500吨800吨1200吨水箱板拉伸机
相关产品: