






- 产品名称:红冲液压机(400吨800吨1000吨1500吨2000t)模锻液压机
- 推荐度:

视频展示:
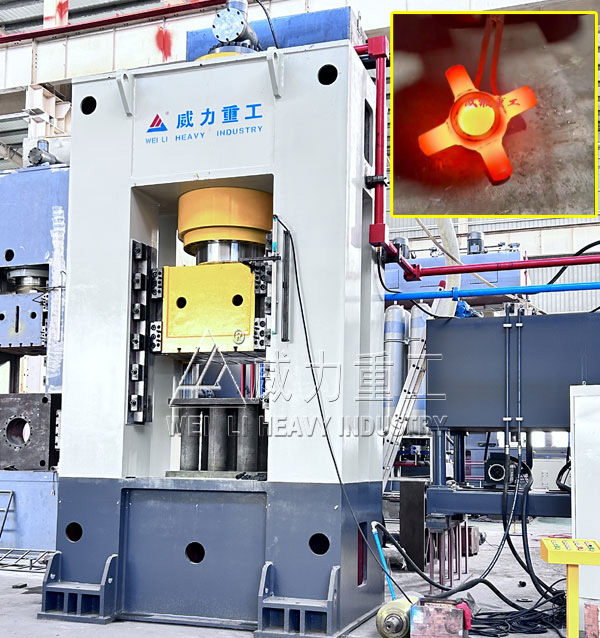
红冲是对金属材料用加热冲压加工成形的工艺,属于热加工范畴。加工时先将加热金属坯料放进模具内,通过液压机冲压的作用使其在模具内发生塑性变形,从而压制出各种形状和力学性能良好的压制件。红冲是一种热成型工艺,是在一套特殊的模具装置上实现的热成型,该套装置可以安装于绝大数的锻造压力机上使用,例如电动螺旋压力机,冲床,液压机,热模锻压力机等模锻压力机等。
红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机适用于金属的冷、热锻压成型,亦可适用于可塑材料的压制工艺,可完成自由锻压、模锻成型等工艺。本机器采用PLC及触摸屏控制,工艺动作可实现点动、半自动、自动多种操作方式。本机器的工作压力、行程范围均可根据工艺需要进行调整。山东威力重工设计生产有多种红冲液压机、多工位模锻液压机、锻造液压机等设备,多种结构吨位按需设计生产,电话咨询张经理:18306370898(可加微信)
红冲是对金属材料用加热冲压加工成形的工艺,属于热加工范畴。加工时先将加热金属坯料放进模具内,通过液压机冲压的作用使其在模具内发生塑性变形,从而压制出各种形状和力学性能良好的压制件。红冲是一种热成型工艺,是在一套特殊的模具装置上实现的热成型,该套装置可以安装于绝大数的锻造压力机上使用,例如电动螺旋压力机,冲床,液压机,热模锻压力机等模锻压力机等。
红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机适用于金属的冷、热锻压成型,亦可适用于可塑材料的压制工艺,可完成自由锻压、模锻成型等工艺。本机器采用PLC及触摸屏控制,工艺动作可实现点动、半自动、自动多种操作方式。本机器的工作压力、行程范围均可根据工艺需要进行调整。山东威力重工设计生产有多种红冲液压机、多工位模锻液压机、锻造液压机等设备,多种结构吨位按需设计生产,电话咨询张经理:18306370898(可加微信)
红冲液压机的优点:
1)成形基本上不受产品零件自身外部形状的限制;
2)生产使用普通常用设备,投产容易,适宜中小型企业生产;
3)生产率高,适宜大批量生产;
4)由于采用抽芯装置,压制出来的制件内部是空心的,不像锻压模加工出来的制件那样内部是实心的,而且一般小型红冲模的毛边厚度小,而锻造模制件的毛边厚度一般在2mm以上,所以材料利用率要比锻造模高许多;
5)红冲是一种少无切削的加工工艺,表面粗糙度接近模具,尺寸精度能达高,所以它的机械切削量很小;
6)红冲件的力学性能好,因为红冲后金属坯料经过加热、挤压、冷却,其金属结构发生变化,消 除了原来因铸造或拉拔而造成的缺陷,使制件内部晶体结构呈由内向外的线状,提高了红冲制件的力学性能;
7)经红冲后的制件,金属内部晶粒得到了细化,增强了金属的致密度,提高了零件抗蚀能力;
8)适用于各种有色或黑色的金属加工。
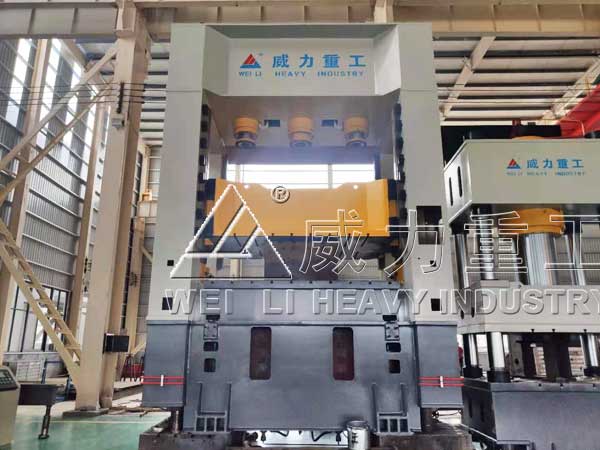
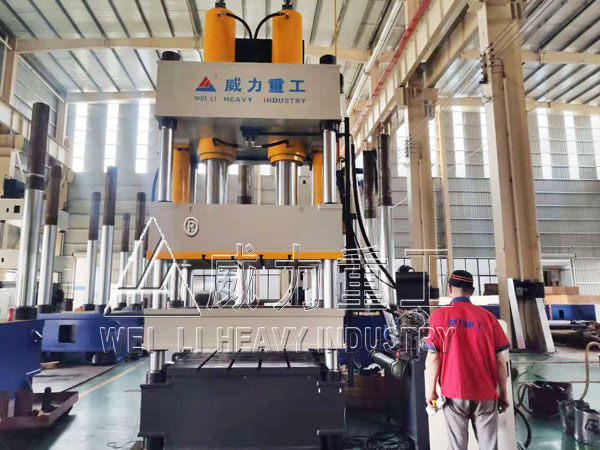
红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机产品展示:
400吨三工位模锻液压机

多工位红冲液压机

接叉万向节锻造液压机

2000吨热锻成型液压机客户使用现场

模锻成型产品

三工位红冲液压机

电气控制系统:
1、电气系统由动力电路和控制电路组成。动力电路为380V、50HZ,担负着油泵电机的起、停和保护。控制部分的核心功能由“PLC”可编程序控制器来承担。根据工艺需要,由主令控制元件(选择开关、按钮等)发出的指令,依据行程开关、压力继电器等检测元件所测得的信号,对红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机的开关量、模拟量进行处理,驱动液压先导阀等器件,实现对液压执行元件--油缸的压力、位移的控制,进而完成机器的生产过程。
2、电气系统有独立的电气控制柜和操作台, 其上有电磁阀工作指示灯及机器的工作状态指示灯以及工作方式选择开关和相关按钮等。
3、设有一个活动按钮站,位于机器的前侧。
4、大功率电动机起动采用星形三角起动。
液压部分:
红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机液压动力系统由动力控制系统、各种阀和液压操纵箱等组成,对主机提供动力并实现对主机的控制。液压站布置于主机右侧。
1、液压系统采用先进的插装阀集成系统,该阀通流量大,抗污染,控制灵活,性能可靠,便于维修。电磁阀采用名优产品。
2、液压系统工作压力25Mpa,主阀门应为二通插装阀。要求液压系统设有过载保护装置。
3、油箱为钢板焊接结构,其上安装有油位指示计、空气滤清器等,油箱安装时要进行酸洗、钝化和防锈处理,配有油液过滤装置,以保证工作油液的清洁度。
4、液压管路系统应密封可靠,连接方式优先采用法兰连接,管路布置整齐,并采用抗震管夹和耐振压力表,然后涂防锈耐油漆。
设备安全保护措施:
1、静止及急停按钮:发生异常时按“静止”按钮, 压力机工作全部停止,按“急停”按钮,包括电机均停止运行。
2、双手操作按钮。双手下行同步时限0.5~1S。
3、液压双支承保险回路:为防止滑块失控下行, 在活塞式主油缸下腔设置液压支承双保险阀回路,确保安全。设置液压联锁回路,确保支承保险阀不打开时,主缸活塞就无法下行。
4、超载保护:液压系统设有液压安全阀,确保压机不会超载工作而损坏压机。
5、红冲液压机(400吨800吨1000吨1500吨2000t)多工位模锻液压机顶部设有维修平台、梯子和围栏,确保维修人员安全。
设备工作条件:
1、电源:三相380V(±10%),50Hz。
2、工作环境温度:-5~40℃,湿度:大80%。
红冲工艺与热挤压相比较:
热挤压工艺的模具与冷挤压的模具基本上相同,金属材料在模腔内的流动较为简单,成形的零件形状,大多数与冷挤压零件差不多,偏向较为简单形状的零件成形。
红冲模具的结构比热挤压模具要复杂,结构特点是冲压方式与型腔模的成形方式有机结合,它不仅能在压力机上挤压成型腔式挤压模,而且能一次性实行多方位的脱模动作,它在足够强大的压力下,迫使金属材料在模腔内通过复杂的流动,挤压成像型腔模(注射模)那样形状的复杂零部件。
所以说红冲工艺是精锻和热挤压工艺的更深层次和更宽广度的发展。
本文由:液压机厂家 搜集整理
本文由:液压机厂家 搜集整理
上一篇:上一篇:锻造挖掘机斗齿机器设备-5000吨多工位热锻液压机
下一篇:下一篇:1500吨快速热锻液压机_1500t红冲热锻油压机
相关产品: