



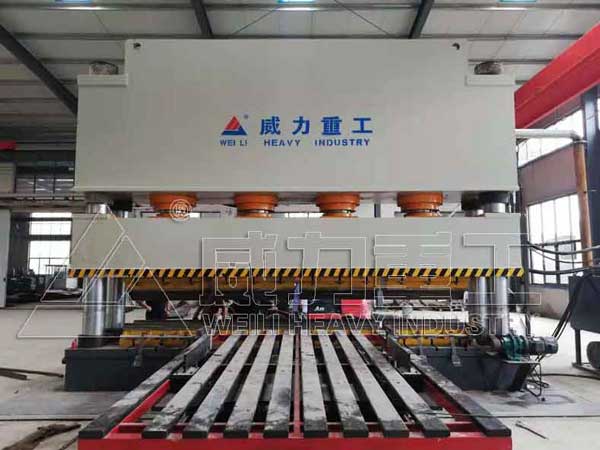
集装箱板包括集装箱顶板、集装箱侧板,冲压集装箱板一体成型设备,选用薄板拉伸液压机,所选液压机吨位常用有630吨、800吨、1000吨四柱液压机。800吨集装箱板拉伸成型液压机用于不同板材冲压成型,成型关键除液压机外,更多的在于模具的设计。800吨集装箱板拉伸成型液压机的工作台面比较多啊,多为3800mmx2000mm,具体所需按工作台面、开口、行程等可根据集装箱板的规格尺寸、模具的参数等来设计。我们山东威力重工在薄板拉伸液压机的设计制造经验丰富,有丰富案例。采购定做800吨集装箱板拉伸成型液压机,欢迎来公司实地考察,或电话联系张经理:18306370898(可加微信)

集装箱板拉伸成型
800吨集装箱板拉伸成型液压机包括上箱体、上滑块、上模、上主油缸、下箱体、下主油缸、下滑块和下模,所述的上主油缸设置于上箱体上部,上滑块设置于上箱体下部,上模固定于上滑块底部,上主油缸与上滑块之间设置有一驱动单元,上主油缸通过该驱动单元带动上滑块沿竖直方向移动;所述的下滑块设置于下箱体内部,该下滑块下部连接下主油缸,上部连接下模,下主油缸带动下滑块沿竖直方向移动;所述的下箱体一侧设置后挡料装置,该后挡料装置牵引板材朝一方向水平移动。
集装箱板的成型工艺:
1、钢板预处理有以下几个步骤:
(1)钢卷开卷——平板校平——一次打砂一次锌粉
(2)侧板平板剪断——冲压拉伸成型——修边冲孔(通风孔)
(3)门板,前墙板平板剪断——折弯成形——修边冲孔(锁杆安装,铭牌孔)
(4)底横梁,底侧梁卷板分条(开卷之前分条)——800吨液压机冲压拉伸成型(打砂之前)——冲缺口(叉槽)
其余零件平板剪断——裁剪——冲缺折弯成形
2、型材
型材锯断一次打砂一次锌粉
所有的零件冲压制作出来后送至焊接车间各对应台位。
800吨集装箱板拉伸成型液压机是为客户量身定制,伺服系统控制,设计合理,结实耐用,四个主油缸分布均匀,模具受压均匀不偏载,PP压滤板成型效果更好:外观平整,无波浪,成品率高;伺服系统的优势是节能省电、噪音低、体积小,速度是可以调节的,空程下降速度可调、压制速度可调、回程速度可调,大屏幕液晶显示触摸屏,人机界面清晰,人性化,操作简单方便。采用多缸多柱三梁结构,工作台两侧配备有4个开模缸,工艺动作流程为:放料—滑块快速下降—滑块慢速下降—慢压—拉伸—慢速开模—滑块快速回程—脱模—取出成品。

集装箱板拉伸成型液压机
800吨集装箱板拉伸成型液压机其工艺流程为:800吨液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。
集装箱板采用反拉伸工艺,液压垫可安装于工作台中或工作台外。液压系统采用插装阀,电气系统采用PLC自动控制。具备点动、半自动操作功能,各运动部件的行程、压力、速度在一定范围内均独立可调,满足金属制品成型件的需要。可根据用户需要配备打料装置、移动工作台、冲裁缓冲装置、光栅安全保护装置、人机界面等。
集装箱板采用反拉伸工艺,液压垫可安装于工作台中或工作台外。液压系统采用插装阀,电气系统采用PLC自动控制。具备点动、半自动操作功能,各运动部件的行程、压力、速度在一定范围内均独立可调,满足金属制品成型件的需要。可根据用户需要配备打料装置、移动工作台、冲裁缓冲装置、光栅安全保护装置、人机界面等。
上一篇:上一篇:630吨1000吨液压机模压SMC玻璃钢花盆工艺流程
下一篇:下一篇:封头拉伸机-4500t封头模压机-封头冲压成型液压机

