



本机为一台2800吨三梁四柱液压机,带有液压垫的封头拉伸机,主要适用于各类压力容器封头的冷、热成型压制,也用于各类厚、薄钢板的压鼓、折边、校平等工艺。是公司专门为泰安客户设计定做,可拉伸直径2米,厚4mm的普板。一次拉伸成型,无褶皱,表面光滑。封头的冲压过程是属于拉延过程。在冲压过程中,材料产生了复杂的变形,而且在工件不同的部位有着不同的应力应变状态。对于采用压边圈,模具间隙大于封头毛坯钢板厚度的封头冲压(下图所示),其各部分材料的应力状态可大致分析如下。了解封头的冲压过程,还需要资料2800吨四柱封头拉伸机(液压机)封头冲压原理及压力范围的确定等前期信息。
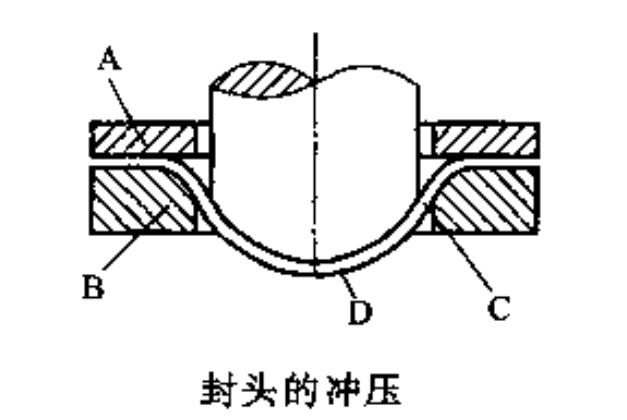
处于压边圈下部的材料A,主要受切向压缩应力和径向拉伸应力,在厚度方向受到压边圈的压力。其变形特点是在切向产生压缩变形,厚度方向增厚。处于下冲模圆角处的材料B,除受到径向拉伸和切向压缩外,还承受弯曲应力。在下冲环与上冲模间隙部分材料C,受到径向拉伸应力和切向压缩应力,其变形在切向与径向有相应的压缩和拉伸变形。由于该处在厚度方向不受力,因而处于自由变形状态,在该区域内,愈接近下冲环圆角部分,切向压缩应力愈大,所以对于薄壁封头在该区域容易起皱。位于上冲模底部的毛坯材料D,在没有与上冲模接触贴合之前,其受力情况基本上与C处相同,使该处毛坯材料被拉薄。当该处与上冲模接触贴合后,在压边摩擦力和冲压力的作用下,该处只有少量的拉伸变形了。下图表明椭圆形封头和球形封头冲压后,材料各部分壁厚的变化情况。
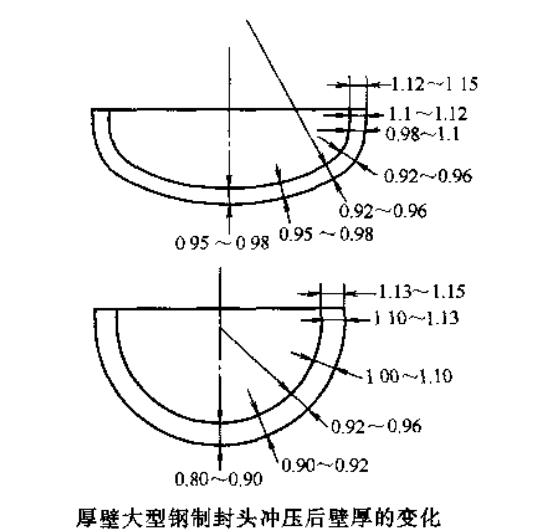
影响封头壁厚变化的因素很多,归纳起来,大致有下列几方面:
a.材料的性能,如铝制封头的变薄量比碳素钢封头大得多;
b.封头的形状,球形封头的变薄量比椭圆形封头大;
c.下冲模圆角半径越大,变薄量越小;
d.上下冲模之间的间隙小,则变薄严重;
e.润滑情况好,则减薄小;
f.加热温度越高,变薄量大;
g.压边力大,则变薄严重。
压边范围的确定:
2800吨四柱封头拉伸机(液压机)压制时如果不用压边圈,而封头毛坯壁厚又较薄,则材料在切向压应力的作用下,会失去稳定,形成皱纹和鼓包,严重时会造成废品。采用压边圈不仅增加了材料的稳定性,而且在由压边圈产生的摩擦力的作用下增加了径向应力,从而使材料有较好的变形条件。所以,确定在什么情况下需要采用压边圈是关系到封头质量好坏的重要因素。一般来说,当满足下式时,便需要采用压边圈。
2800吨四柱封头拉伸机(液压机)封头冲压过程:
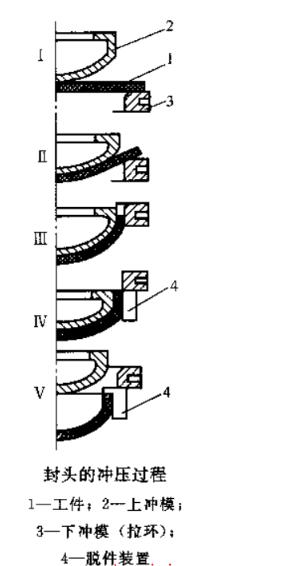
压力容器封头的冲压通常在水压机或油压机上进行。冲压过程是一个逐步提延的过程。为了减少摩擦,防止模具及封头表面的损伤,提高模具使用寿命,冲压前,在拉环上涂抹润滑剂是十分必要的,这对不锈钢、有色金属尤为重要。
毛坯钢板放置在下冲环上,并与下冲环对中。开动2800吨四柱封头拉伸机(液压机),直至上冲模降到与毛坯钢板平面接触然后加压,钢板便发生变形随着上冲模的下压,毛坯钢板就包在上冲模的表面,并通过拉环。此时,封头已冲压成形,但由于材料的冷却收缩,使之紧包在上冲模上,需用特殊的脱件装置使封头与上冲模脱离。封头内径≤2000mm时,常用的脱件装置是滑块,将2800吨四柱封头拉伸机(液压机)冲压成型封头过程滑块推入压住封头边缘,待上冲模提升时,封头被滑块挡住,便从上冲模上脱落下来,完成了冲压过程。大直径封头的脱件装置较复杂,即上冲模为一组合型的模具,由三瓣半椭球体及中心一锥形棒组成,当2800吨四柱封头拉伸机(液压机)冲压结束,提起芯棒,瓣体自动合拢,封头自动脱落。这种冲压方法称为一次成形法。对于低碳钢和普通低合金钢制成的一定尺寸(6S≤D0-di≤45S)封头均可采用一次成形法使之冲压成形。
对于薄壁封头(D0-di≥45S)即使采用带有压边圈的一次成形法,仍然会出现鼓包皱褶现象。此时,宜采用两次成形法(下图)。第一次冲压采用比上冲模直径小200mm左右的下拉环,将毛坯冲压成碟形,此时可将2~3块毛坯钢板重叠起来进行成形;第二次采用与封头规格相配合的上下模具,最后冲压成形。
对于厚壁封头(D0-di≤8S),由于所需的冲压力较大,同时因毛坯较厚,边缘部分不易压缩变形,尤其是对球形封头,在成形过程中边缘厚度急剧增厚,因面导致底部材料严重拉薄。通常在压制这种封头时,也可预先把封头毛坯车成斜面,再进行冲压。

2800吨封头拉伸成型液压机
2800吨封头拉伸成型液压机
性能特点:
1、2800吨四柱封头拉伸机(液压机)机身为三梁四柱结构,采用全钢板CO2焊接,焊接后通过回火振动处理,确保机身变形。液压系统位于机身内,外型美观,操作方便。该系列压机设有独立的液压与电器控制系统,采用按钮集中控制,可实现定程和定压两种成型工艺,具有压力显示和行程、压力调节等功能。而且导柱、活塞杆中频淬火后镀硬铬处理,生锈拉毛,油泵进油口装有独特的过滤装置,确保油泵和阀的使用寿命。油路连接采用进口高压软管,大大降低机器噪声。
对于客户的特殊要求,我们可以特别设计生产,大限度的满足客户生产工艺要求。
2、2800吨四柱封头拉伸机(液压机)为四柱式导向结构,确保平稳精度高,适应于各种高精密压装于成型。滑块于工作台平行精度极高,确保合模时没有间隙。液压系统采用进口保压阀,保压精度高。控制系统采用数控。所有位移,压力,时间,补压均采用数字控制,精准方便且故障率低。所生产出产品合格率大大提高,且更加有效的提高了工作效率。
3、2800吨四柱封头拉伸机(液压机)有定压成型,定程成型,定时成型等多种成型方式。压力显示可以直接显示吨位,行程显示精确到0.01mm。定程定压时均可数字控制,更加精确,大大降低了废品率。
4、2800吨四柱封头拉伸机(液压机)系统工业电脑控制,采用闭环式控制,各种动作可以根据用户要求任意设置。适应于各种生产线并联,配合各种机械手与自动送料,真正实现数控全自动。动力系统为伺服控制,真正完成节能减排,自动化智能化等功能。
可选附件或功能:
●移动工作台●冲裁缓冲装置●压边滑块、液压垫四角分别调压装置(拉伸不对称零件)●光电保护装置●换模用浮动导轨和滚动托架●模具快速夹紧机构●行程、压力、速度数显数控装置●触摸式工业显示屏●液压系统加热、冷却装置。●具备保压延时功能,延时时间可调(选装)。●电器系统采用PLC控制(选装)。

山东威力重工设计生产的2800吨四柱封头拉伸机(液压机)采用四柱结构,它由机身、主缸、压边缸、行程限位装置、润滑装置、液压动力系统及电气系统等部件组成,在封头模具的作用下一次拉伸成型大直径封头。2800吨四柱封头拉伸机(液压机)工作原理:根据压制封头工艺的要求主缸能够快速下行-减速压制-保压延时-泄压回程-停止(任意位置)的基本工作循环,而且压力、速度和保压时间需能调节。顶出缸主要用来顶出工件,能够实现顶出、退回、停止的动作。在封头拉伸时,又要求顶出液压缸上升、停止和压力回程等辅助动作,同时还需要压边缸将坯料压紧,以防止周边起皱。公司是滕州地区大型实体生产厂家,可以根据客户需求定做各种吨位封头液压机、封头拉伸机、封头拉伸成型液压机、油罐封头液压机、不锈钢封头液压机,有四柱式、框架式、组合式等多种机型供客户选择,采购定做欢迎来公司与技术面谈,或电话咨询:张经理:18306370898(可加微信)
上一篇:上一篇:1000吨砂轮成型液压机模压一次成型砂轮工艺步骤
下一篇:下一篇:冷压太阳能压力罐封头成型500吨四柱拉伸液压机

