



电梯配重块是由废旧金属破碎后,经过称重,热压成型需要的形状。热压成型电梯配重块必要的设备之一,就是压力机和成型模具,更换模具,也可压制其他的粉末制品。根据配重块的尺寸、密度要求,选用不同队吨位的液压压力机设备,根据山东威力重工多年的设计生产经验,常用1000吨、1250吨、1600吨、1800吨、2500吨、3600吨、4000吨等四柱液压机。那么这种大型电梯配重块热压成型压力机是如何实现压制的,以及如何操作,具体的方法如下。
电梯配重块成型工艺通常由以下四个步骤组成:
1、落料阶段:先使用于带动活动料筒的水平液压缸中的活塞杆与固定料筒的位置对正,然后已经经过稳重的某种材质的金属是由固定料筒准确地落入到电梯配重块热压成型压力机的物料腔里;
2、挤压阶段:为了使上盖板将腔口封严,盖板需由水平液压缸的活塞杆后移来带动,挤压头则是由垂直布置的坟缸的活塞杆来带动上升的,这样准确落入物料腔里的金属物料被挤压头向上方挤压,被压缩成型,这个阶段包括快速进给、工作进给和保持压力等几个工作步骤;
3、出腔阶段:为了保证垂直布置液曲的活塞杆能够上升,水平液压缸的杆腔进油推动水平液压缸的活塞杆后退,上盖板被打开,金属物料块被推举到腔口的上面,以备在下一个工艺过程被推出;
4、推出阶段:水平液压缸的活塞杆被油推动向前移动,于是上盖板将已经被压缩成型的金属物料块推出电梯配重块热压成型压力机的机体,并且准确地落在位于压块后边的输送机上面。

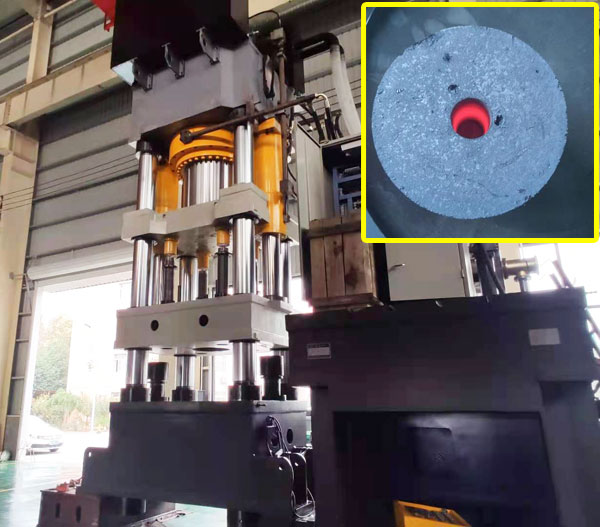
热压成型电梯配重块
电梯配重块成型压力机的操作步骤:
1、电梯配重块热压成型压力机工作时,操作人员必须专心,注意同事是否处于安全位置,协调操作,严格防止误操作;开始前先检查油箱的油位是否在正常位置。如果未显示,请在液位计的指定位置加油,以确保60%-80%的油箱可以启动电动机和发动机。
2、按下铜屑压块机启动按钮,运行指示灯,并聆听机油泵的声音是否异常。如有异常,请立即停止检查。
3、将开关转到手动操作控制位置,并在不给空机器供料的情况下操作主缸,脱模缸和布料缸两次或多次。观察其是否正常工作,压力表是否正常,管道和接头是否泄漏。
4、确定每个组件的正常位置后,将其转换为自动操作,并在操作过程中不断观察每个组件的操作。电梯配重块热压成型压力机自动操作压饼技术可直接在炉中使用,铸铁等级可达到HT200-250,每吨铸件可节约成本约700元。如果出现停滞,漏油等情况,应立即将其关闭,并由经验丰富的维护人员进行检查和维护。

2500吨电梯配重块成型液压机
2500吨电梯配重块成型液压机
电梯配重块成型压力机采用伺服数控系统,机型属于粉末液压机系列,四梁四柱液压机结构,噪音低、体积小、工作运行平稳、节能省电、速度可调、行程可调、压力可调,配大屏幕液晶触摸屏,人机界面清晰人性化,操作简单方便。用于电梯配重块、压哑铃配重块、高铁配重块、矿山用品配重块的冷压热压成型,也称为电梯配重块液压机,采用四梁四柱式结构设计,是根据压坯加工工艺、压制吨位、装粉高度、压缩比、压制速度等对压坯密度的影响以及使压坯密度均匀的条件下定做伺服模架,确定使用比例阀控制的比例控制系统和比例位移控制,能够便于计算机控制,控制性能好。计算了液压回路和元器件流量、压力等参数、并且完成了伺服系统主要元件的选型。
上一篇:上一篇:1600吨龙门框架式液压机热压成型钢渣粒子钢块
下一篇:下一篇:1000吨植物纤维托盘成型液压机热压工艺介绍

