






- 产品名称:630吨焊丝挤压液压机-630吨伺服液压机
- 推荐度:

焊条焊丝生产制造工艺很多人都不知道,这里我们就来为大家揭秘像焊丝焊条这样的焊材是用什么机器设备生产制造的?又有怎么的特点?

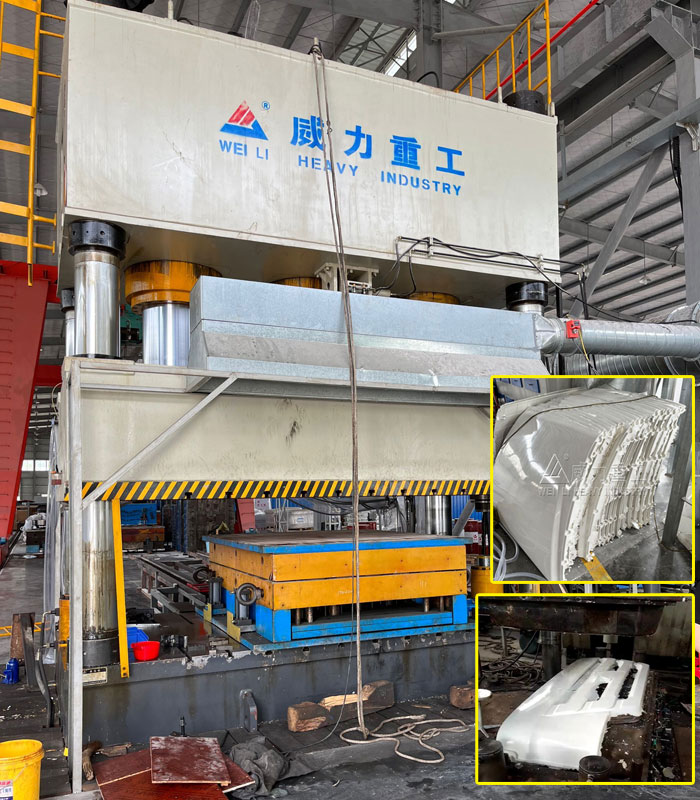
630吨焊丝挤压液压机-630吨伺服液压机可以用来完成挤压焊锡丝生产工艺,挤压筒的预热温度,其后部不能低于55℃,模具部位应在100±5℃,要是高熔点合金还得适当提高。在焊丝挤压过程中,挤压温度、挤压压力、挤压速度等是关键因素。山东威力重工设计生产的这款630吨焊丝挤压液压机是根据客户生产工艺要求设计生产,配PLC、伺服控制系统,压力、速度、稳定等能够更好的调节,使用方便。设备多采用实心钢板式横梁,并配备快速行程充液装置,台面小,结构紧凑,可用于金属零件的冷、热挤压成型工艺。

630吨焊丝挤压液压机-630吨伺服液压机的性能特点:
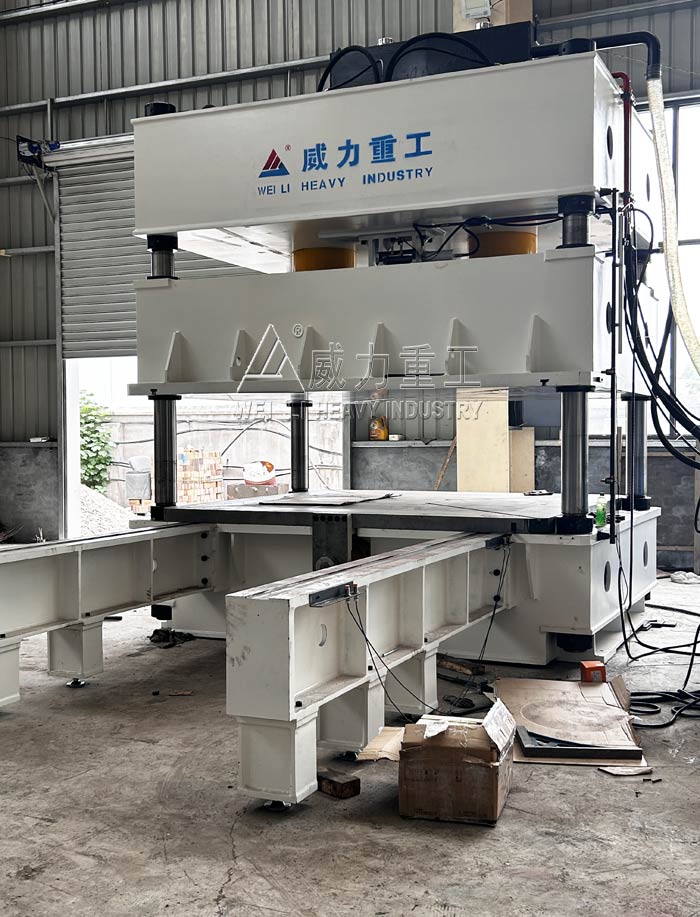
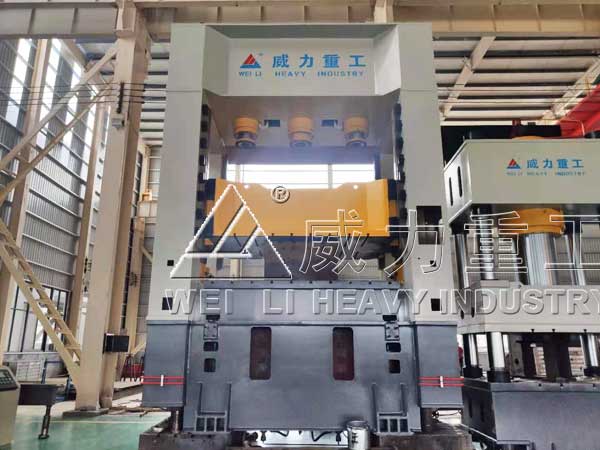
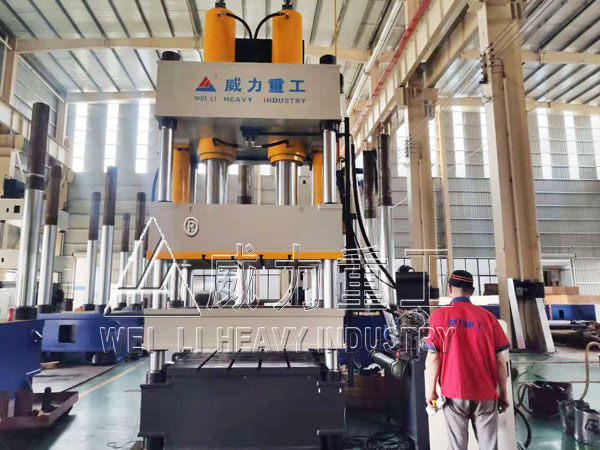
1、630吨焊丝挤压液压机-630吨伺服液压机采用三梁四柱液压机结构,大吨位,小台面,结构紧凑,刚性好。
2、加长导向,导向精度高,刚性好,抗侧向力强,特别适用于压制精度高且不对称的产品。
3、采用大通径二通插装阀控制,通油能力强、压力损失小、可靠性强。
4、速度快,可达350mm/s,驱动采用伺服系统,能耗低,效率高。
5、电气采用PLC控制,动作可靠,操作安全方便。
6、630吨焊丝挤压液压机-630吨伺服液压机机架与活动工作台导向精度高,刚性好,抗侧向力强,特别适用于压制为对称的产品
7、油缸采用整体锻打并经精密研磨,在高压状态下使用可靠性高
8、四柱采用高强度合金钢制作,高频淬火处理,表面镀硬铬,耐磨性好
9、630吨焊丝挤压液压机-630吨伺服液压机的活动工作台自上往下活动,有利提高工作效率和操作安全。

630吨焊丝挤压液压机的组成结构:
1、630吨焊丝挤压液压机-630吨伺服液压机主要由主机、液压控制系统、电气控制系统三部分组成。 其中主机包括工作台、导柱、滑块、上缸、顶出缸等结构;四柱液压机液压系统由控制元件、执行元件、辅助元件、动力装置、工作介质等组成;630吨四柱液压机电气控制控制系统主要由继电器、接触器、按钮、行程开关、电器控制柜等组成。
2、630吨焊丝挤压液压机-630吨伺服液压机机身构造由主油缸上横梁(固定横梁)、主油缸活动横梁、下横梁(作业台)、4根主立柱、顶模缸固定横梁、顶模油缸活动横梁、4根副立柱、圆螺母拼装在一起,4根主立柱经过4个圆螺母固定在作业台上,主油缸上横梁由8个螺母固定在4根主立柱的顶部,主油缸以反装的方式装在横梁上;同样,4根副立柱经过4个圆螺母固定在作业台上,顶模油缸上横梁由8个螺母固定在4根副立柱的顶部,顶模油缸以反装的方式装在横梁上,并有满足的预紧力,确保作业时,螺母与上、下横梁不发生间隙和错移。调整上梁的8个螺母,能够确保630吨焊丝挤压液压机-630吨伺服液压机装在主油缸活塞杆上的活动横梁与作业台平行。

焊丝挤压工艺流程步骤:
(1)、先对镁合金铸锭进行高温均匀化处理;
(2)、在铸锭完成均匀化退火之前1小时,将镁合金焊丝挤压模具和挤压垫放入镁合金铸锭均匀化处理加热炉中加热;镁合金铸锭完成高温均匀化处理后不出炉,直接调节加热炉温度至铸锭挤压温度,使铸锭、挤压模具和挤压垫在该温度下保温均热1~3小时;
(3)、将保温后的挤压模具放入模座固定,镁合金铸锭放入630吨焊丝挤压液压机-630吨伺服液压机的挤压筒里,然后放入挤压垫,进行挤压操作,在630吨焊丝挤压液压机-630吨伺服液压机设备出口处对刚出来的焊丝采用CO2气体保护,直到焊丝冷却到250℃以下时取消CO2气体保护,再对焊丝进行卷曲并用风机吹风冷却,即得镁合金焊丝。

630吨焊丝挤压液压机操作前准备:
开始之前应做好要开机之基础准备工作,而生产工艺中用到的助焊剂配制应在630吨焊丝挤压液压机-630吨伺服液压机外熔化配制,上述工作完毕后,合上助焊剂桶盖子,紧固后加气压2公斤进行焊锡丝生产。630吨焊丝挤压液压机-630吨伺服液压机启动后,应先验证挤压杆与简体形腔之中心是否吻合,应走一次空行程。证实无误后才能正式开机,同时也要验证后行程开关是否可靠。
上一篇:上一篇:货车敞车车门整形设备-630吨四柱液压机
下一篇:下一篇:U型复合树脂排水沟模压液压机-400吨500液压机
相关产品: