






- 产品名称:630吨快锻液压机_630T自由锻造液压机
- 推荐度:

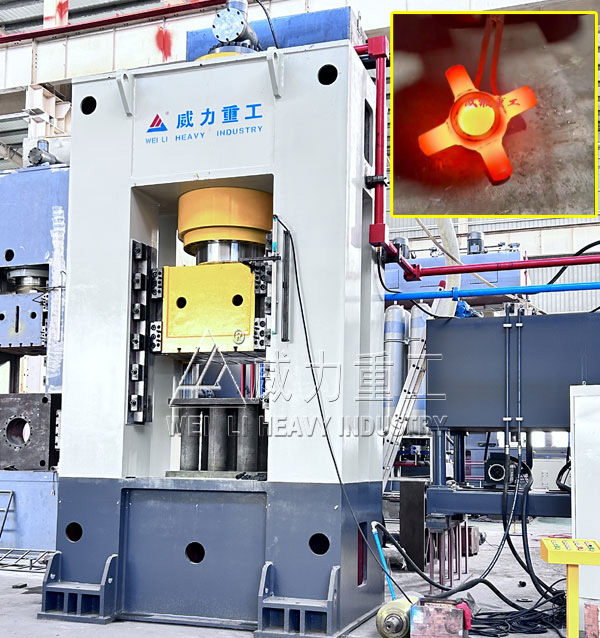
630吨吨快锻液压机也成630吨快速锻造液压机,是目前加工生产活塞杆理想设备,该机器在热模锻生产中具有震动小、噪音低、操作安全可靠、速度快等优点。使用630吨快锻液压机具有可靠的导向、准确的行程以及上下顶出装置使得锻件精度大为提高,材料消耗(加工余量、模锻斜度等)显著降低;锻造动作规律有序,有利于实现机械化。定做采购630吨快锻液压机_630T自由锻造液压机,咨询销售张经理:18306370898(可加微信)

威力重工生产热锻液压机现场
产品展示:

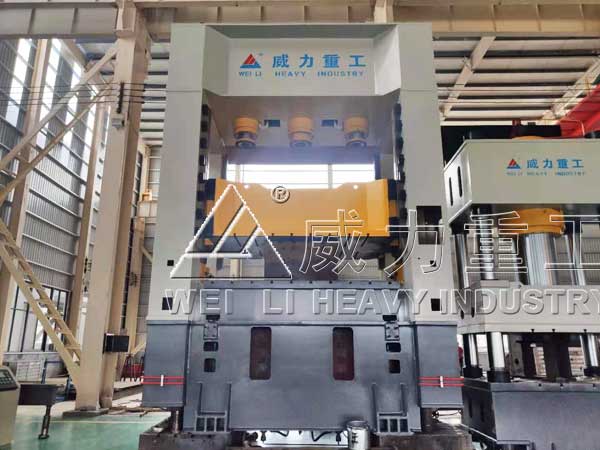
客户一次采购400吨、500吨、630吨四柱锻造液压机

热锻成型的活塞杆

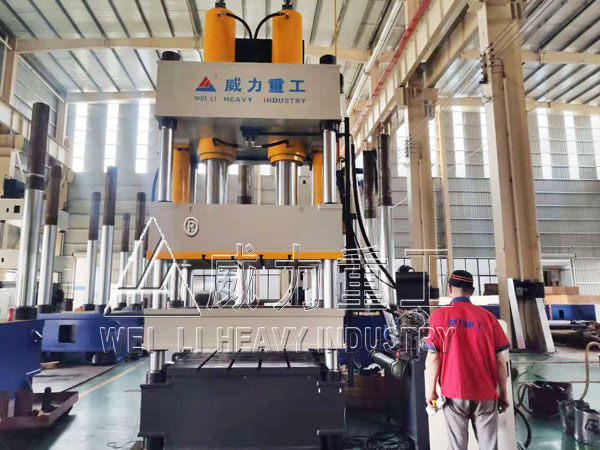
630吨热锻造液压机客户车间调试现场

客户锻造成型产品-活塞杆
威力重工生产热锻液压机现场
机器设计特点:
1、足够的刚度。结构上采用了短而粗的整体连杆、刚度大的偏心轴、具有较高刚度的装模高度调节机构,以及降低机身高度,增大机身断面面积等。
2、抗偏载能力强。滑块大多采用具有附加导向面偏置式滑块、长滑块,连杆与滑块的支承则多为双支承,甚至采用楔块结构来实现与滑块在整个平面上进行支承。
3、行程次数较高。行程次数高,能减少锻件与锻模的接触时间,延长锻模寿命,并使坯料能保持较高的锻造温度。
4、有上下顶件装置。在模锻结束,滑块回程时,及时将模锻件从锻模中顶出,并在高位置停留一段时间,以便夹持。
5、有过载保护装置。
6、严谨的工艺设计,保证高的能源利用率;
7、低噪音、结构紧凑、杜绝渗漏;
8、主要的元件为国际知名品牌,安全稳定的系统回路;
9、动力强悍,适应高的工作频率;
10、所有元件保证良好的互换性,保证机床高的开机率。
产品展示:
客户一次采购400吨、500吨、630吨四柱锻造液压机
热锻成型的活塞杆
630吨热锻造液压机客户车间调试现场
客户锻造成型产品-活塞杆
威力重工设计生产630吨快锻液压机_630T自由锻造液压机的特点:生产效率高、操作简单、维修方便、适合自动化锻造流水线。
打击速度快,模具热接触时间短,模具使用寿命长。 采用上、下顶料设计,拔模斜度减小,节约锻材。 抗倾斜率高,导轨精度高,锻件质量好。 采用PLC控制、多重安全操作回路系统,确保操作者安全。 机体左右两侧设有作业窗口,锻件传递方便。 特殊的卡模解放装置,使解模迅速,且操作简单。 可靠的集中润滑系统和手动补充润滑系统,有效降低磨擦损失。 安装有国际先进的吨位仪,直观显示锻造力,并设置超负荷报警。
采购快锻液压机遵循原则:
① 用户要弄清楚企业加工工件是什么,对液压机是不是有特殊要求?同时留有一定余量,考虑扩大企业规模后需求。
② 630吨快锻液压机_630T自由锻造液压机的公称压力必须大于冲压工艺力。但对工作行程较长的工序,不仅仅是只要满足工艺力的大小就可以了,必须同时考虑满足其工作负荷曲线才行。
③液压机的行程次数应符合生产率的要求。
④ 液压机滑块行程应满足制件在高度上能获得所需尺寸,并在冲压工序完成后能顺利地从模具上取出来。对于拉伸件,则行程应在制件高度两倍以上。液压机的闭合高度、工作台面尺寸、滑块尺寸、模柄孔尺寸等都要能满足模具的正确安装要求,对于曲柄压力机,模具的闭合高度应在压力机的大装模高度与小装模高度之间。工作台尺寸一般应大于模具下模座50-70mm(单边),以便于安装,垫板孔径应大于制件或废料投影尺寸,以便于漏料模柄尺寸应与模柄孔尺寸相符。

安装要点:
(1)机座安装要保证两机座的坐标位置,相对标高和纵、横向水平度应达到安装规范的要求。
(2)630吨快锻液压机_630T自由锻造液压机的上、下横梁和活动横梁,因其重量和外形尺寸都很大,难于整体制造(焊接结构除外),常被分成几块制造,用大型螺栓热装拼成整体。螺栓受热伸长后,按要求再将螺母旋紧一个角度。对多根螺栓要做到热装顺序合理并达到相同紧度。
(3)下横梁吊装就位后,用专用吊具直立吊起立柱并穿入下横梁的孔中,用紧固立柱的下横梁上、下螺母调整下横梁的水平度和标高。用框架式水平仪或挂线锤方法测量立柱的垂直度(见图2)。同时调整立柱间的对角线。
(4)吊起活动横梁,从立柱顶端套入,导套的偏心面应对准活动横梁的对角线;有球面导套者,球面应接触均匀。
(5)安装主柱塞和工作缸时,应达到柱塞端面与活动横梁上平面接触严密;如为铰接者,其球面支承座与横梁的接触应良好。
(6)立柱上端预先旋入螺母,吊起上横梁从立柱端套入并放于螺母上,借助螺母调整上横梁的水平度和标高。立柱螺母端面与上、下横梁平面应接触良好,必要时用着色刮研法消除接触缺陷。
(7)630吨快锻液压机_630T自由锻造液压机的立柱预紧,通常采用加热预紧和超压预紧两种方法。采用加热预紧时,其加热温度和螺母的旋转角度应通过计算得出;采用超压预紧时,其压力应为液压机额定压力的1.25倍。
想了解更多有关630吨快锻液压机_630T自由锻造液压机,咨询张经理:18306370898(可加微信)安装要点:
(1)机座安装要保证两机座的坐标位置,相对标高和纵、横向水平度应达到安装规范的要求。
(2)630吨快锻液压机_630T自由锻造液压机的上、下横梁和活动横梁,因其重量和外形尺寸都很大,难于整体制造(焊接结构除外),常被分成几块制造,用大型螺栓热装拼成整体。螺栓受热伸长后,按要求再将螺母旋紧一个角度。对多根螺栓要做到热装顺序合理并达到相同紧度。
(3)下横梁吊装就位后,用专用吊具直立吊起立柱并穿入下横梁的孔中,用紧固立柱的下横梁上、下螺母调整下横梁的水平度和标高。用框架式水平仪或挂线锤方法测量立柱的垂直度(见图2)。同时调整立柱间的对角线。
(4)吊起活动横梁,从立柱顶端套入,导套的偏心面应对准活动横梁的对角线;有球面导套者,球面应接触均匀。
(5)安装主柱塞和工作缸时,应达到柱塞端面与活动横梁上平面接触严密;如为铰接者,其球面支承座与横梁的接触应良好。
(6)立柱上端预先旋入螺母,吊起上横梁从立柱端套入并放于螺母上,借助螺母调整上横梁的水平度和标高。立柱螺母端面与上、下横梁平面应接触良好,必要时用着色刮研法消除接触缺陷。
(7)630吨快锻液压机_630T自由锻造液压机的立柱预紧,通常采用加热预紧和超压预紧两种方法。采用加热预紧时,其加热温度和螺母的旋转角度应通过计算得出;采用超压预紧时,其压力应为液压机额定压力的1.25倍。
液压机调试:
1、设备的地基,由供方提供图纸,需方负责具体的施工。
2、产品在供方厂装配完毕后,及时通知需方具体的发货时间及安装所需的准备工作。
3、供方负责设备在需方使用现场的安装的调试工作,需方配合,并提供安装所需的起重设备、水、电及必需条件。
4、设备在需方现场的安装调试过程中,供方对需方相关技术人员进行免费培训和技术资询服务。
5、安装调试完毕,按签订的合同双方共同验收。
6、公司负责对设备进行调试并指导安装,用户派员配合,提供必要的吊装工具。
上一篇:上一篇:1500吨金属挤压热模锻液压机
下一篇:下一篇:锻造液压机厂家(800T1600吨3150T4000吨)热模锻液压机
相关产品: